
論文:高鉻鎳合金鋼管的焊接工藝
摘 要:從理論上分析了化工生產裝置上使用瑞典產的高鉻鎳合金鋼管( 9 0 4 L) 的耐蝕性.9 O 4 I 合 金鋼完全具 備較高的耐晶間腐蝕、點蝕和耐應力腐蝕斷裂能力。介紹了其焊接環境要求、坡口形式以及工藝規范,焊接的工 藝措施及焊后檢查。該焊接操作工藝對高鉻鎳合金鋼管焊接生產有指導意義。
關鍵詞:高鉻鎳合金鋼管;腐蝕性;焊接工藝
中圈分類號:T G 4 4 1 文獻標識碼:B 文章編號:1 0 0 1 — 2 3 l l ( 2 0 0 5 ) 0 2 - 0 0 3 0 - 0 3
0 前 言
以食鹽為原料的化工生產,伴隨其工藝過程會產生具有強烈腐蝕性的鹽酸,因此在化工設備和管道的設計上需采取相應的防腐蝕措施。在相關設備上使用的是S a n d v i k S A F2 2 0 5 牌號的耐腐蝕鋼,在化工設備之間的工藝管道上則采用了瑞典9 0 4 L 牌號的純奧氏體合金鋼管。9 0 4 L 屬合金新材料,在我國石化行業較少采用,其焊接工藝也未曾報道。下面對該合金管的耐腐性進行簡單的分析,介紹其焊接工藝。
1 耐蝕性分析
9 0 4 L 合金鋼I l l AS ME S B 6 7 3 ,在AS ME l I 卷B 篇的 ( U N S N 0 8 9 0 4 焊接管技術條件》里為用于耐蝕工藝管道的焊接管,供貨狀態為固溶處理狀態。

其化學成分見表1 。
由表1 可見,9 0 4 L 合金鋼是一種超低碳的Mo 含量較高的高鉻鎳合金鋼。因進行了固溶處理,其金相組織是純奧氏體,不含任何游離的鐵素體。
一般說來,奧氏體不銹鋼產生晶間腐蝕是由于晶界的 “ 貧鉻”造成的。而 “ 貧鉻”的 “ 元兇”是因鋼中奧氏體的含碳量超過了室溫下的溶解量 ( 室溫下奧氏體的碳溶解量為0 . 0 2 %) ,因此,解決晶間腐蝕的根本措施就是控制鋼中的含碳量。 為增加奧氏體不銹鋼抗點蝕的能力,一般都適當提高C r 和Mo 的含量。C r 是形成鈍化膜的主要元素,提高含C r 量將使鈍化膜趨向更加穩定:而較高的含Mo 量,將使鋼的表面在有C 1 - ; ~ f 在的介質中形成Mo O C 1 : 保護膜。因此,較高的C r 和Mo 含量可使奧氏體不銹鋼具有較強的抗點蝕能力。
文獻【 1 】 指 出,高鎳( ~ 2 5 %N i ) 的奧氏體鋼具有抗應力腐蝕斷 裂能力,文獻[ 2 】 亦指出,從總的耐腐蝕能力看, 單相組織較好。9 0 4 L 合金鋼含碳量僅有0 . 0 2 %,含 c r 、N i 和Mo 量分別高達1 9 . 0 %~ 2 3 . 0 %、2 3 . 8 %~ 2 8 % 和4 . 0 %~ 5 . 0 %,其金相組織是單相奧氏體。因而從 理論上講.9 0 4 L 合金鋼完全具備較高的耐晶間腐 蝕、點蝕和應力腐蝕斷裂能力。若與其他奧氏體不 銹鋼相比,由于9 0 4 L △金鋼在含C、C r 、Ni 、Mo 量 方面和金相組織上的優勢,其耐蝕性能和應力腐蝕 斷裂能力明顯優于1 C r l 8 Ni 9 T i 和O O C r l 8 Ni 9 等奧氏 體不銹鋼。因此,選擇9 0 4 L 合金鋼作為有鹽酸介 質存在的工藝管道材料是合適的。
2、9 0 4 L 合金鋼的焊接工藝 施工前.首先進行了GT AM和GT A M+ S MAW兩 種焊接工藝評定。分別接管道壁厚制作了3 種規格 的試板,并用外商提供的焊絲和焊條進行焊接。評 定項目有:外觀檢查、x 光探傷檢查和力學性能試 驗。外觀和X 光探傷檢查按A S ME B 3 1 - 3 規范的有 關部分進行 ;力學性能試驗進行拉伸試驗和面彎 9 0 。 、背彎9 0 。 的試驗.拉伸試驗得到的最大抗拉強 度在5 8 0 ~ 6 6 3 . 8 MP a 之間,而AS ME 規范中9 0 4 L 合 金鋼的抗拉強度 I >4 9 0 MP a ,面彎9 0 。 和背彎9 0 o 試驗后均完好。在完成工藝評定并在外商認可的基 礎上,對焊接工藝進行了完善性的編制。施工中, 焊工嚴格執行既定的工藝,取得了焊接一次性合格 率1 0 0 %的效果,證明該工藝的成熟性。
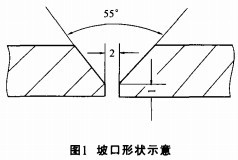
2 . 1坡 口 用手提式砂輪機打磨出如圖1 所示的坡口。打 磨完后用不銹鋼絲刷清理坡口,并著色檢查。在施 焊前用丙酮或C C 1 清洗坡 口,組焊時應確保錯邊 量 ≤0 . 5 mm。
2 - 2焊接環境要求 焊接應在清潔、無風的場地進行.較好在搭設 有焊接平臺的工棚中進行, 環境溫度應不低于5 c I = 。
2 . 3 焊接工藝規范
( 1 )對NP S ≤5 0 . 8 mm ( 2 i n )的9 0 4 L 合金鋼管的環縫采用全氬弧焊,鎢極直徑2 mm,噴嘴直徑1 2 mm.氬氣純度應I >9 9 . 9 9 %.氬氣流量為1 0 ~ 1 2 L / mi n 。 焊 絲 為 G T AW. ROD T YP E 9 0 4 L—A V E S T A 9 0 4 L , 1 . 6 m m;采用直流正接,焊接電流為6 O ~ 8 O A,焊接電壓為1 8 ~ 2 4 V。
( 2 )對NP S>5 0 . 8 mm ( 2 i n ) 的9 0 4 L 合金鋼管的環縫采用氬弧焊打底,手弧焊蓋面。氬弧焊的規范與( 1 ) 一致。手弧焊焊條為S MAW,EL E C T RTYP E9 0 4 L- AVES TA FOX CN2 O / 2 5 MA. 2 . 5 mm; 采用直流反接.焊接電流為6 5 ~ 8 5 A,焊接電壓為1 8-25 V。
( 3 )對于任何 口徑的9 0 4 L 合金鋼管的角縫采用手弧焊.其工藝規范與本節中( 2 ) 的手弧焊部分相同。
2 . 4 焊接工藝措施
( 1 )焊接時,以純度達9 9 . 9 9 %以上的氬氣作為內保護氣體,并至少要保持到第2 層焊接結束。
( 2 )不得在坡口直接引弧,應采用引弧板。
( 3 )盡量采用較快的焊接速度,短弧焊,不橫向擺動。多層焊時,層間溫度應<1 0 0 c I = 。
( 4 )氬弧焊打底或手弧焊的底層焊好后,應清理焊口并著色檢查
( 5 )同一道焊口允許返修的次數不超過2 次,第2 次返修必須由施工總技術負責人批準。
( 6 )焊前不需預熱,焊后不需熱處理。
2 . 5 焊后檢查
( 1 )每道焊口均需著色檢查。
( 2 )按環縫總數的2 5 %進行x 光拍片檢查。
( 3 )所有檢查均按A S ME B3 1 - 3 規范的有關要求進行
3 結 語
從實際的施焊過程來看 ,9 0 4 L 合金鋼與常見的1 8 - 8 型不銹鋼一樣,具有良好的可焊性,其可焊性介于1 8 — 8 型不銹鋼和HK4 0 爐管鋼之間。由于其較高的C r 、N i 含量,而且金相組織中不含鐵素體,焊接時比1 8 - 8 型不銹鋼更易產生熱裂紋,類似于H K 4 0 ,這一點在制定焊接工藝時應加以考慮。
總之,9 0 4 L 合金鋼不失為一種具有較強耐蝕性和良好可焊性的合金材料。
薛福連
(遼寧 遼中 1 1 0 2 0 0)
本文鏈接:http://www.dn580.net/guandao/89.html
河南豐鏈智造耐磨防磨新材料科技產品服務供應鏈公司,主導產品和服務包括:循環流化床鍋爐水冷壁鎳基超合金高溫強化耐磨導流板防磨、鍋爐防磨格柵經緯網格梳形導流板防磨革新技術,鋼襯高鉻鎳雙金屬合金澆鑄復合管,鋼襯自蔓延剛玉陶瓷復合管,陶瓷閥門,陶瓷貼片管道。聯系:158-9000-6029